పూర్తి గ్లాస్ కర్టెన్ వాల్ సిస్టమ్ టెంపర్డ్ క్లాడింగ్ గ్లాస్ ముఖభాగం చైనీస్ గ్లాస్









పూర్తి గాజు కర్టెన్ గోడ నిర్మాణం
పూర్తి గాజు ముఖభాగం నిర్మాణం కోసం రెండు రకాలు ఉన్నాయి, ఒకటి ribbed గాజు నిర్మాణంతో ఉంటుంది, మరొకటి ribbed గాజు లేకుండా ఉంటుంది.
రిబ్బెడ్ గ్లాస్: గ్లాస్ ప్యానెళ్ల దృఢత్వాన్ని బలోపేతం చేయడానికి, స్ట్రిప్ గ్లాస్ను రిబ్బెడ్ గ్లాస్ అని పిలవబడే నిర్దిష్ట దూరం వద్ద ఉపబల పక్కటెముకల వలె ఉపయోగించడం అవసరం.
| పూర్తి గాజు ముఖభాగం యొక్క గరిష్ట ఎత్తు | |||
| గాజు మందం(మిమీ) | 10/12 | 15 | 19 |
| గరిష్ట ఎత్తు(మీ) | 4 | 5 | 6 |
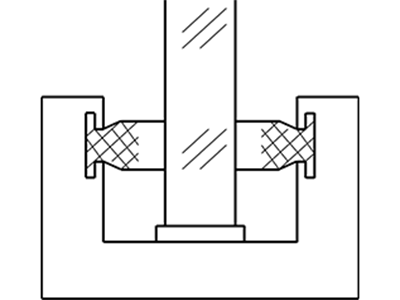
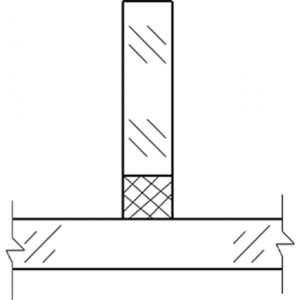
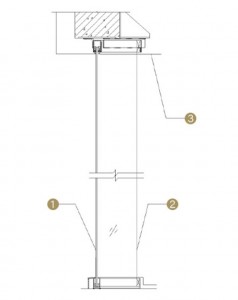
ఫ్లోరింగ్ మౌంటెడ్ రకం పూర్తి గాజు ముఖభాగం
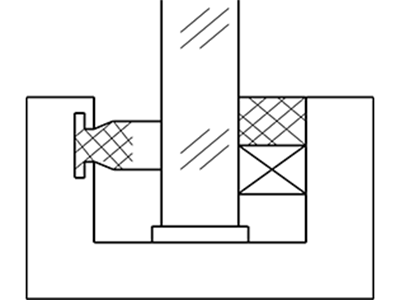
నిర్వచనం:కర్టెన్ గోడ ఎత్తు తక్కువగా ఉన్నప్పుడు, ఉపరితల గాజు మరియు పక్కటెముక గాజును పొదిగే గాడితో అమర్చి, దిగువన పొదిగే గాడిలో గ్లాస్ అమర్చబడి, ఎగువ పొదగడానికి మరియు గ్లాసుకు మధ్య ఒక నిర్దిష్ట ఖాళీని కేటాయించారు. , తద్వారా గ్లాస్ విస్తరణ మరియు వైకల్యం కోసం గదిని కలిగి ఉంటుంది.
ప్రయోజనాలు:సాధారణ నిర్మాణం, తక్కువ ధర, ప్రధానంగా బరువు మోసే పీఠంపై ఆధారపడుతుంది
బలహీనత:గ్లాస్ దాని స్వంత మాస్ లోడ్ కింద వంగడం మరియు రూపాంతరం చెందడం సులభం, దీని ఫలితంగా దృశ్య చిత్రం వక్రీకరణ జరుగుతుంది.
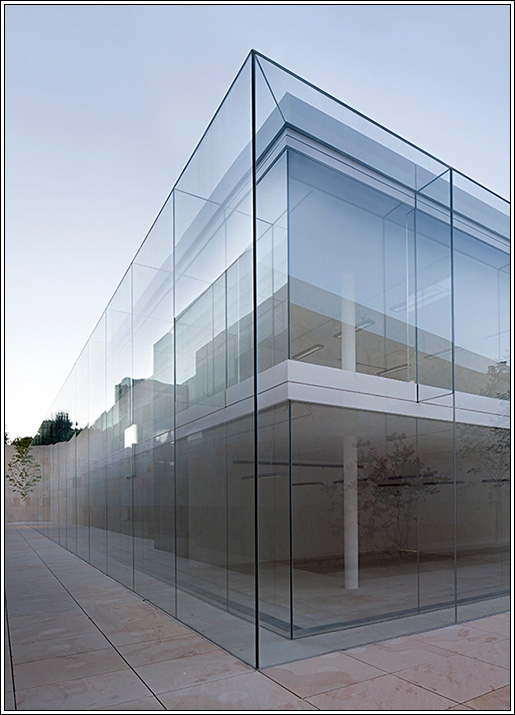

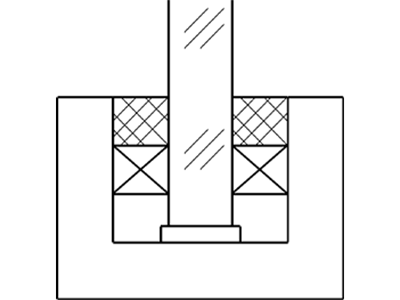
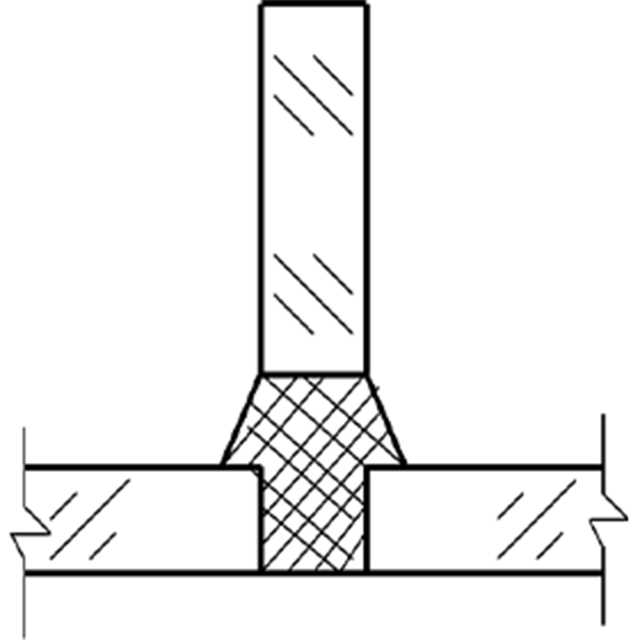
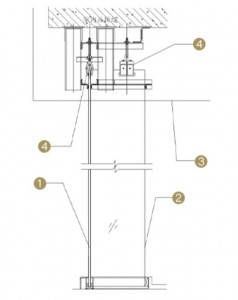
హాంగింగ్ రకం పూర్తి గాజు ముఖభాగం
నిర్వచనం:కర్టెన్ గోడ ఎత్తుగా ఉన్నప్పుడు, గ్లాస్ దాని స్వంత మాస్ లోడ్లో బక్లింగ్ మరియు విధ్వంసం నుండి నిరోధించడానికి, ప్రత్యేక మెటల్ ఫిక్చర్ కర్టెన్ గోడ ఎగువ చివర అమర్చబడి, పెద్ద గాజు ముక్కను వేలాడదీయడం ద్వారా నిరంతర గాజును ఏర్పరుస్తుంది. వైకల్యం లేకుండా కర్టెన్ గోడ.గాజు మరియు పొదగడం గాడి దిగువ మధ్య సౌకర్యవంతమైన ఖాళీ ఉంది.
ప్రయోజనాలు:ఇది దాని స్వంత నాణ్యత వల్ల కలిగే గాజు విక్షేపాన్ని తొలగించగలదు మరియు అందమైన, పారదర్శక మరియు సురక్షితమైన ప్రభావాన్ని సృష్టించగలదు.ఇది ప్రధానంగా బరువు మోయడానికి మెటల్ ఫిక్చర్లపై ఆధారపడుతుంది.
బలహీనత:నిర్మాణం సాపేక్షంగా సంక్లిష్టమైనది మరియు అధిక ధర
పూర్తి గాజు కర్టెన్ గోడ నిర్మాణం
పూర్తి గాజు ముఖభాగం నిర్మాణం కోసం రెండు రకాలు ఉన్నాయి, ఒకటి ribbed గాజు నిర్మాణంతో ఉంటుంది, మరొకటి ribbed గాజు లేకుండా ఉంటుంది.
రిబ్బెడ్ గ్లాస్: గ్లాస్ ప్యానెళ్ల దృఢత్వాన్ని బలోపేతం చేయడానికి, స్ట్రిప్ గ్లాస్ను రిబ్బెడ్ గ్లాస్ అని పిలవబడే నిర్దిష్ట దూరం వద్ద ఉపబల పక్కటెముకల వలె ఉపయోగించడం అవసరం.
| రిబ్బెడ్ గ్లాస్ ఫుల్ గ్లాస్ కర్టెన్ వాల్ లేదు | |
| నోడ్ నిర్మాణం | గ్లాస్ స్థిర సంస్థాపన పద్ధతి |
| సాధారణంగా ఉపయోగించే మార్గం ఒక పెద్ద గాజు ముక్కను మెటల్ ఫ్రేమ్లోకి చొప్పించి, సిలికాన్ స్ట్రక్చరల్ సీలెంట్తో దాన్ని సరిచేయడం. | గ్లాస్ ఫిక్స్డ్ ఇన్స్టాలేషన్ పద్ధతిలో మూడు రకాలు ఉన్నాయి, డ్రై టైప్ అసెంబ్లీ, వెట్-టైప్ అసెంబ్లీ, మిక్సింగ్ అసెంబ్లీ. |
పొడి రకం అసెంబ్లీ
గాజును వ్యవస్థాపించేటప్పుడు, పరిష్కరించడానికి సీలింగ్ స్ట్రిప్స్ (రబ్బరు సీలింగ్ స్ట్రిప్స్ వంటివి) ఉపయోగించండి
తడి-రకం అసెంబ్లీ
స్లాట్లోకి గ్లాస్ని చొప్పించిన తర్వాత, సీలెంట్ని (ఉదా. సిలికాన్ సీలెంట్) ఉపయోగించండి, గ్లాస్ మరియు ట్యాంక్ గోడ మధ్య ఖాళీని పూరించండి.
మిక్సింగ్ అసెంబ్లీ
పొడి రకం మరియు తడి-రకం అసెంబ్లీ ఒకే సమయంలో కలుపుతారు.మొదట సీలింగ్ స్ట్రిప్ను ఒక వైపున పరిష్కరించండి, దానిని గాజులో ఉంచండి మరియు చివరికి సిలికాన్ సీలెంట్తో మరొక వైపు దాన్ని పరిష్కరించండి.
గమనిక:తడి రకం అసెంబ్లీ యొక్క సీలింగ్ పనితీరు పొడి రకం అసెంబ్లీ కంటే మెరుగ్గా ఉంటుంది మరియు సిలికాన్ సీలెంట్ యొక్క సేవ జీవితం రబ్బరు సీలింగ్ స్ట్రిప్ కంటే ఎక్కువ.
| రిబ్డ్ గ్లాస్ ఫుల్ గ్లాస్ కర్టెన్ వాల్ | |
| ribbed గాజు యొక్క ఖండన ఉపరితల నిర్మాణం | |
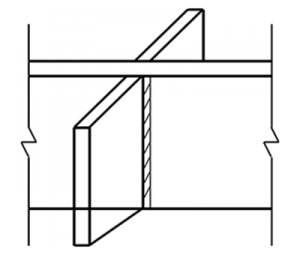
| పక్కటెముక గాజు ఉపరితలం యొక్క దిశ ప్రధానంగా భవనం యొక్క స్థానం మరియు పనితీరు మరియు కళాత్మక అవసరాలకు అనుగుణంగా అమర్చబడుతుంది.ఫేస్ గ్లాస్ మరియు రిబ్బెడ్ గ్లాస్ యొక్క ఖండన చికిత్సకు సంబంధించి సాధారణంగా మూడు నిర్మాణ రూపాలు ఉన్నాయి: డబుల్ రిబ్బెడ్, సింగిల్ రిబ్బెడ్, త్రూ రిబ్బెడ్. |
పొడి రకం అసెంబ్లీ
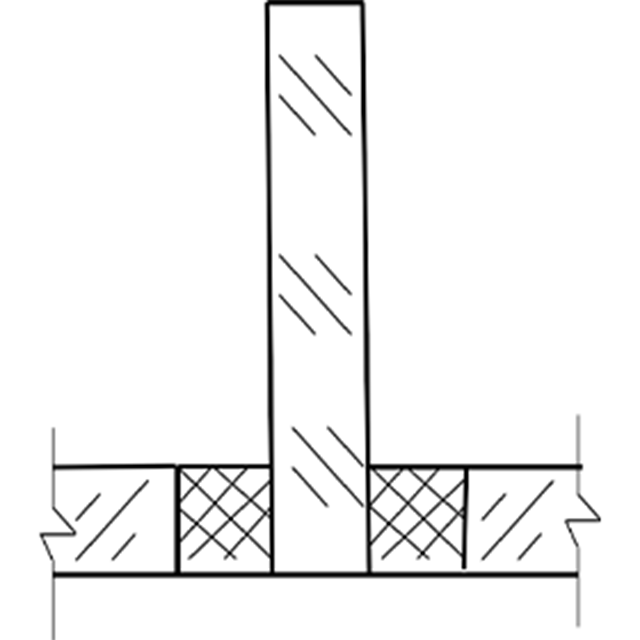
రెండు వైపులా Ribbed గాజు, మధ్య అంతర్గత గోడకు అనుకూలంగా ఉంటుంది
తడి-రకం అసెంబ్లీ
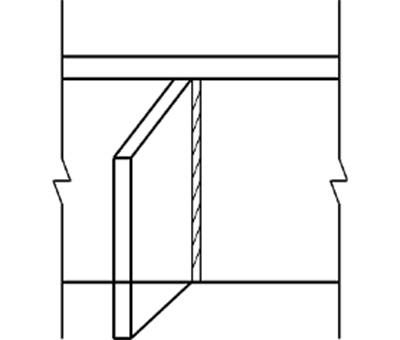
ఒక వైపున పక్కటెముకల గాజు, బాహ్య గోడకు అనుకూలంగా ఉంటుంది
మిక్సింగ్ అసెంబ్లీ
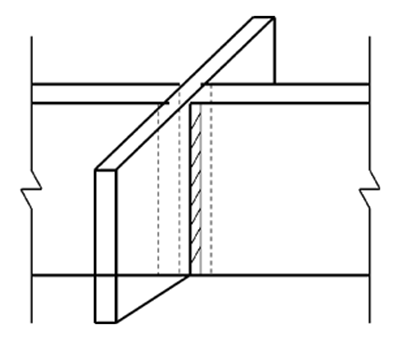
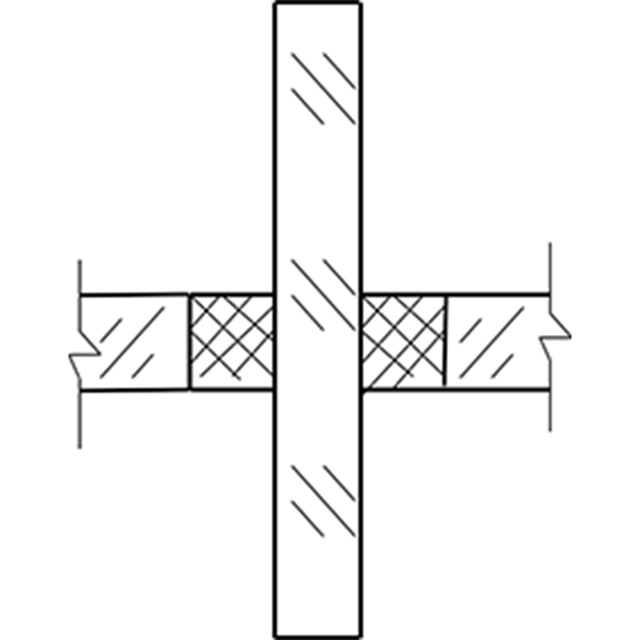
ఉపరితల గాజు ద్వారా రిబ్డ్ గాజు, పెద్ద ఉపరితల కర్టెన్ గోడకు అనుకూలంగా ఉంటుంది.
| ribbed గాజు యొక్క ఖండన ఉపరితల చికిత్స | |
| ముఖం గాజు మరియు ribbed గాజు పారదర్శక సిలికాన్ స్ట్రక్చరల్ సీలెంట్ ద్వారా అనుసంధానించబడి ఉంటాయి మరియు ribbed గాజు యొక్క ఖండన ఉపరితలం యొక్క చికిత్స క్రింది విధంగా ఉంటుంది: వెనుక రకం, మౌంటెడ్ సీమ్ రకం, ఫ్లష్ రకం, పొడుచుకు వచ్చిన రకం. |
వెనుక రకం
గ్లాస్ రిబ్ ఫేస్ గ్లాస్ వెనుక భాగంలో ఉంది, మొత్తంగా స్ట్రక్చరల్ అడిసివ్తో ఫేస్ గ్లాస్తో బంధించబడింది.
ఫ్లష్ రకం
గ్లాస్ పక్కటెముక రెండు ముఖ గాజుల మధ్య ఉంది, పక్కటెముకల యొక్క ఒక వైపు ముఖం గాజు ఉపరితలంతో ఫ్లష్గా ఉంటుంది మరియు పక్కటెముకలు మరియు రెండు ముఖ గాజుల మధ్య నిర్మాణాత్మక అంటుకునే పదార్థం ఉపయోగించబడుతుంది.విభిన్న పార్శ్వ ప్రసార మందం కారణంగా దృష్టిలో వర్ణపు ఉల్లంఘన ఉంటుంది
మౌంటెడ్ సీమ్ రకం
గ్లాస్ పక్కటెముక రెండు ముఖ గాజుల ఉమ్మడి వద్ద ఉంది మరియు మూడు గాజు ముక్కలు స్ట్రక్చరల్ జిగురుతో కలిసి ఉంటాయి.
పొడుచుకు వచ్చిన రకం
గ్లాస్ పక్కటెముక రెండు ముఖం గాజు మధ్య ఉంది, రెండు వైపులా ముఖం గాజు ఉపరితలం పొడుచుకు, పక్కటెముకలు మరియు ముఖం గాజు నిర్మాణ అంటుకునే తో సీలు.
ribbed గాజు పూర్తి గాజు ముఖభాగం యొక్క ఫిక్సేషన్
రిబ్డ్ గ్లాస్ ఫుల్ గ్లాస్ కర్టెన్ వాల్
హాంగింగ్ టైప్ ఫుల్ గ్లాస్ కర్టెన్ వాల్
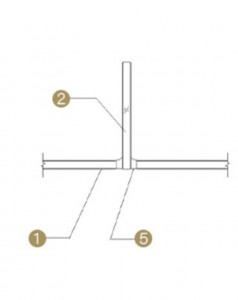
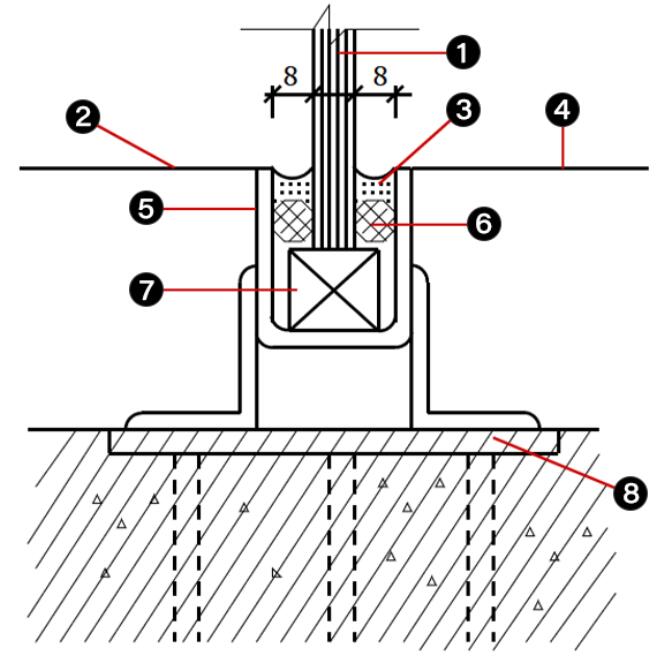
గ్లాస్-రిబ్బెడ్ ఆల్-గ్లాస్ కర్టెన్ వాల్ యొక్క క్షితిజ సమాంతర నోడ్
1. టెంపర్డ్ గ్లాస్;2. టెంపర్డ్ గ్లాస్ రిబ్;3. స్టెయిన్లెస్ స్టీల్ ఉరి బిగింపు వ్యవస్థ;
4. ఇండోర్ సీలింగ్ లైన్;5. స్ట్రక్చరల్ గ్లాస్ జిగురు
1.హాంగింగ్ టైప్ ఫుల్ గ్లాస్ కర్టెన్ వాల్
వ్రేలాడే గ్లాస్ కర్టెన్ గోడ యొక్క నిర్మాణం ప్రధానంగా మూడు భాగాలను కలిగి ఉంటుంది:
1.అప్పర్ లోడ్-బేరింగ్ హ్యాంగింగ్ స్ట్రక్చర్: స్టీల్ హ్యాంగర్, స్టీల్ బీమ్స్, సస్పెన్షన్ హ్యాంగర్, హార్స్షూ హ్యాంగింగ్ ఫిక్చర్, హ్యాంగింగ్ క్లాంప్ రాగి, అంతర్గత మరియు బాహ్య మెటల్ క్లిప్, ఫిల్లింగ్ మరియు సీలింగ్ మెటీరియల్, వాతావరణ నిరోధక సిలికాన్ సీలెంట్.
2.మధ్య గాజు నిర్మాణం: గాజు ప్యానెల్;గ్లాస్ రిబ్బెడ్ ప్లేట్, సిలికాన్ స్ట్రక్చరల్ సీలెంట్.
3.లోయర్ ఫ్రేమ్ నిర్మాణం: మెటల్ ఫ్రేమ్, నియోప్రేన్ రబ్బర్ ప్యాడ్, ఫోమ్ ఫిల్లింగ్ మెటీరియల్, వాతావరణ-నిరోధక సీలెంట్.
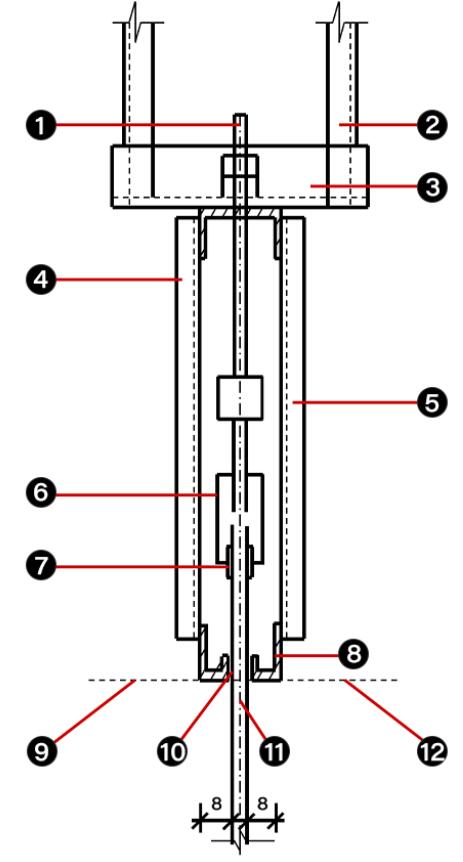
1.బోల్ట్ సంస్థాపన;2. టీల్ హ్యాంగింగ్ బ్రాకెట్;
3.స్టీల్ పుంజం;4.బాహ్య మెటల్ క్లిప్;
5.ఇంటర్నల్ మెటల్ క్లిప్;6.స్లింగ్స్;
7.సస్పెన్షన్ బిగింపు ప్లేట్;8.3mm SS ఛానల్ స్టీల్ ప్రొఫైల్;
9.బాహ్య ముగింపు;10.సిలికాన్ సీలెంట్;11.19 మిమీ గాజు;
12.అంతర్గత పైకప్పు;
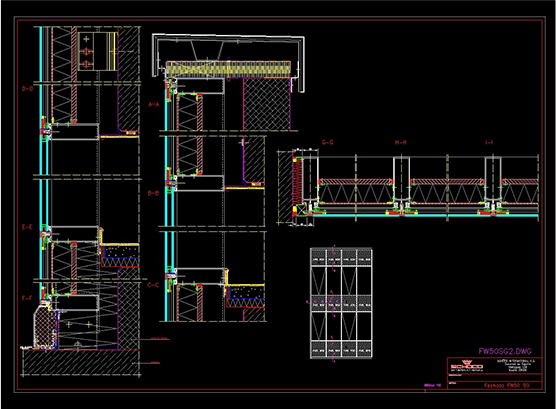
హ్యాంగింగ్ టైప్ ఫుల్ గ్లాస్ కర్టెన్ వాల్ యొక్క ఎగువ నోడ్ యొక్క రేఖాచిత్రం
ఫ్రేమ్ నోడ్ రేఖాచిత్రం
1.19 మిమీ గాజు;
2.బాహ్య ముగింపు;
3.సిలికాన్ సీలెంట్;
4.ఇంటీరియర్ ఉపరితలం;
5.3mm SS ఛానల్ స్టీల్ ప్రొఫైల్;
6.ఫోమ్ ఫిల్లింగ్ మెటీరియల్;
7.నియోప్రేన్ స్పేసర్;
8.ఎంబెడెడ్ భాగాలు;
1. చుట్టుపక్కల మూసి ఉన్న గాడి గోడ మరియు గాజు ప్యానెల్ లేదా గాజు ప్రక్కటెముక మధ్య అంతరం 8 మిమీ కంటే తక్కువ ఉండకూడదు, వేలాడుతున్న గాజు దిగువ చివర మరియు దిగువ గాడి దిగువ మధ్య అంతరం గాజు పొడిగింపు వైకల్యం యొక్క అవసరాలను తీర్చాలి. .గ్లాస్ మరియు దిగువ గాడి దిగువన సపోర్ట్ చేయాలి లేదా సాగే ప్యాడ్తో నింపాలి మరియు ప్యాడ్ పొడవు 100 మిమీ కంటే తక్కువ ఉండకూడదు, మందం 10 మిమీ కంటే తక్కువ కాదు, సెల్ గోడ మధ్య సిలికాన్ బిల్డింగ్ సీలెంట్తో సీల్ చేయాలి. మరియు గాజు.
2.పూర్తి గ్లాస్ కర్టెన్ గోడ యొక్క ఉపరితలం ఇతర దృఢమైన పదార్థాలతో ప్రత్యక్ష సంబంధంలో ఉండకూడదు.ప్లేట్ ఉపరితలం మరియు అలంకరణ ఉపరితలం లేదా నిర్మాణ ఉపరితలం మధ్య అంతరం 8 మిమీ కంటే తక్కువ ఉండకూడదు మరియు సీలెంట్తో మూసివేయబడుతుంది.
2. ఎగువ బేరింగ్ ఉరి నిర్మాణం
1.స్టీల్ హ్యాంగర్ మరియు బీమ్
ప్రధానంగా నిర్మాణం ఉక్కు, గాజు ప్యానెల్లు మరియు గాజు పక్కటెముకలు మరియు వారి స్వంత మాస్ లోడ్ మరియు గాలి లోడ్ విశ్వసనీయంగా ప్రధాన నిర్మాణం బదిలీ ఇతర భాగాలు ఎంచుకోండి.
2. వేలాడే పోల్, గుర్రపుడెక్క వేలాడదీయడం మరియు క్లిప్ రాగి షీట్ వేలాడదీయడం
సస్పెన్షన్ లోడ్ పరిమాణం ప్రకారం, ఉరి పోల్ మరియు ఉరి ఫిక్చర్ సాధారణ ప్రామాణిక మరియు భారీ రకంగా విభజించబడింది
| లిఫ్టింగ్ ఫిక్చర్ ఎంపిక మరియు అవసరమైన నిర్మాణ స్థలం ఎత్తు సూచన పట్టిక | ||
| హ్యాంగింగ్ గ్లాస్ క్వాలిటీ (కేజీ)ని తట్టుకుంటుంది | హాంగింగ్ ఫిక్చర్ రకం | అవసరమైన నిర్మాణ ఎత్తు (MM) |
| Wg<450 | ప్రామాణికం | 450 |
| 450≤Wg≤1200 | భారీ రకం | >550 |
3.అంతర్గత మరియు బాహ్య మెటల్ క్లాస్ప్స్
లోపలి మరియు బయటి మెటల్ క్లాంప్లు గ్లాస్ సస్పెండ్ చేసిన తర్వాత గ్లాస్ కర్టెన్ గోడ ఎగువ భాగంలో అంచు సీలింగ్ నిర్మాణాలు, స్టెయిన్లెస్ స్టీల్ను ఎంచుకోవడం మంచిది.
ఫంక్షన్
గ్లాస్ పై భాగంలో అమర్చబడి ఉంటుంది, తద్వారా గాలి భారాన్ని భరించిన తర్వాత ఫేస్ గ్లాస్ రిబ్ గ్లాస్ మరియు స్టీల్ హ్యాంగర్కు సమానంగా ప్రసారం చేయబడుతుంది.అదే సమయంలో, ఇది ఇండోర్ సస్పెండ్ సీలింగ్ మరియు బాహ్య అలంకరణ పదార్థాలు మరియు పూర్తి గాజు కర్టెన్ గోడ యొక్క జంక్షన్ మరియు ముగింపు స్థానం కూడా.
సంస్థాపన
ఫేస్ గ్లాస్ను స్థానంలో ఎగురవేయడానికి, ముందుగా లోపలి మెటల్ క్లిప్ను పరిష్కరించండి, ఆపై గ్లాస్ సస్పెండ్ చేయబడిన తర్వాత ఇన్స్టాలేషన్ బోల్ట్తో బయటి మెటల్ క్లిప్ను పరిష్కరించండి.
3.మెటీరియల్ లక్షణాలు మరియు సాంకేతిక పనితీరు
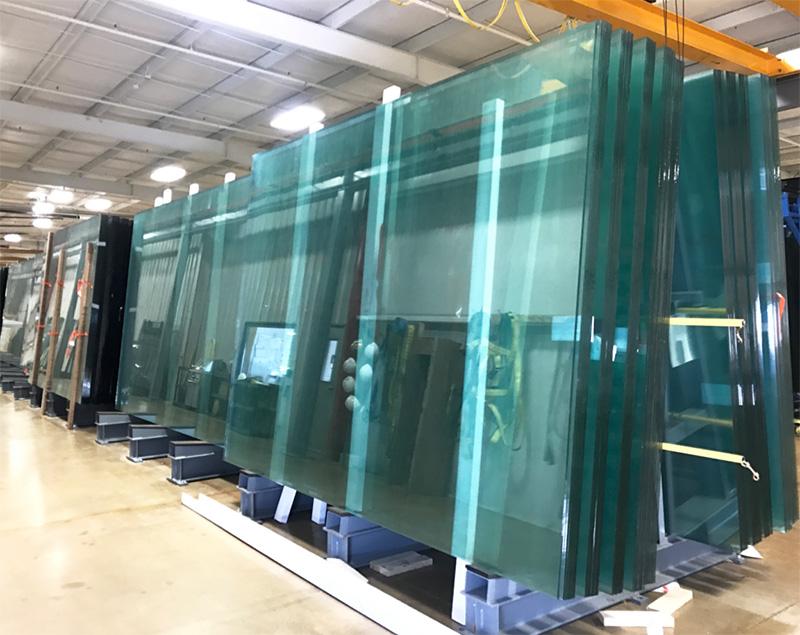
గాజు
1.రకం:
టెంపర్డ్ గ్లాస్, లామినేటెడ్ టెంపర్డ్ గ్లాస్ మొదలైనవి.
2. మందం:
నిర్ణయించడానికి డిజైన్ మరియు గణన ద్వారా, సాధారణంగా ఉపయోగించే 12/19mm.
3. ఎడ్జ్ చికిత్స:
పాలిష్ చేయాలి మరియు గాజును కత్తిరించిన తర్వాత చిన్న ఖాళీలను నిరోధించాలి, గ్యాప్ గ్లాస్ పగుళ్లలో ఒత్తిడి ఏకాగ్రత ఫలితంగా ఏర్పడటం సులభం.
1.బలం లెక్కింపు:
ముఖం గాజు మరియు ribbed గాజు మధ్య సిలికాన్ స్ట్రక్చరల్ అంటుకునే ఉపయోగిస్తారు, అంటుకునే ఉమ్మడి వెడల్పు మరియు మందం బలం ద్వారా తనిఖీ చేయాలి.
2. సీలెంట్:
తటస్థ సిలికాన్ సీలెంట్ గాజు మరియు మెటల్ ఫ్రేమ్ మరియు బకిల్ మధ్య ఉపయోగించాలి.

సిలికాన్ నిర్మాణం సీలెంట్

లోహపు చట్రం
హ్యాంగింగ్ టైప్ ఫుల్ గ్లాస్ కర్టెన్ వాల్ ప్రాజెక్ట్లో, నేల క్రింద లేదా గోడలో పూడ్చిన మెటల్ ఫ్రేమ్ 3mm మందపాటి స్టెయిన్లెస్ స్టీల్ గాడి స్టీల్ మెటల్ ఫ్రేమ్ను ఉపయోగించడం మంచిది.
ఉరి గ్లాస్ కర్టెన్ గోడ యొక్క సంస్థాపన మరియు నిర్మాణ ప్రక్రియ
పే-ఆఫ్ → అప్పర్ బేరింగ్ స్టీల్ స్ట్రక్చర్ యొక్క ఇన్స్టాలేషన్ → దిగువ మరియు సైడ్ ఫ్రేమ్ మౌంటు → గ్లాస్ ఇన్స్టాలేషన్ → ఇంజెక్ట్ గ్లూ మరియు సీల్ → క్లీన్ మరియు ఇన్స్పెక్షన్









సంస్థాపన యొక్క ముఖ్య అంశాలు
1.స్థానీకరణ
1. కర్టెన్ వాల్ పొజిషనింగ్ అక్షం యొక్క కొలత మరియు వేయడం తప్పనిసరిగా ప్రధాన నిర్మాణ అక్షంతో సమాంతరంగా లేదా నిలువుగా ఉండాలి, తద్వారా కర్టెన్ గోడ నిర్మాణం మరియు ఇండోర్ మరియు అవుట్డోర్ డెకరేషన్ నిర్మాణం మధ్య వైరుధ్యాన్ని నివారించడానికి, ఫలితంగా యిన్ మరియు యాంగ్ యొక్క లోపాలు ఏర్పడతాయి. కోణం చతురస్రం కాదు మరియు అలంకరణ ఉపరితలం సమాంతరంగా లేదు.
2. రీచెక్ చేయడానికి అధిక ఖచ్చితత్వ లేజర్ స్థాయి, థియోడొలైట్, ప్రామాణిక స్టీల్ టేప్కు మ్యాచ్, సుత్తి, లెవెల్ రూలర్ని ఉపయోగించండి.7మీ కంటే ఎక్కువ ఎత్తు ఉన్న కర్టెన్ గోడ కోసం, కర్టెన్ గోడ యొక్క నిలువు ఖచ్చితత్వాన్ని నిర్ధారించడానికి దానిని కొలవాలి మరియు రెండుసార్లు తనిఖీ చేయాలి.ఎగువ మరియు దిగువ మధ్య రేఖల మధ్య విచలనం తప్పనిసరిగా 1 మిమీ నుండి 2 మిమీ కంటే తక్కువగా ఉండాలి.
3. గాలి శక్తి శక్తి 4 కంటే ఎక్కువగా లేనప్పుడు కొలిచిన లే-ఆఫ్ నిర్వహించబడుతుంది, వాస్తవ వైరింగ్ మరియు డిజైన్ డ్రాయింగ్ మధ్య లోపం సర్దుబాటు చేయబడాలి, పంపిణీ చేయబడాలి మరియు జీర్ణం చేయాలి, అది కూడబెట్టుకోదు.ఫ్రేమ్ యొక్క గ్యాప్ మరియు పొజిషనింగ్ యొక్క వెడల్పును సర్దుబాటు చేయడం ద్వారా ఇది సాధారణంగా పరిష్కరించబడుతుంది.పరిమాణం లోపం పెద్దగా ఉంటే, సమయానికి ప్రతిబింబించండి మరియు గాజును రీమేక్ చేయండి లేదా ఇతర సహేతుకమైన పరిష్కారాన్ని ఉపయోగించండి.
5. ఆల్-గ్లాస్ కర్టెన్ వాల్ నేరుగా గ్లాస్ను మెయిన్ స్ట్రక్చర్కు ఫిక్స్ చేస్తుంది, మొదట గ్లాస్ బౌన్స్ గ్రౌండ్కి, ఆపై బయటి అంచు పరిమాణం ప్రకారం ఎంకరేజ్ పాయింట్ను నిర్ణయిస్తుంది.
2.Upper ఉక్కు నిర్మాణం సంస్థాపన
1. ఎంబెడెడ్ పార్ట్ లేదా యాంకరింగ్ స్టీల్ ప్లేట్ దృఢంగా ఉందో లేదో తనిఖీ చేయడానికి శ్రద్ధ వహించండి, యాంకర్ బోల్ట్ యొక్క నాణ్యత నమ్మదగినదిగా ఉండాలి, యాంకర్ బోల్ట్ యొక్క స్థానం రీన్ఫోర్స్డ్ కాంక్రీట్ మెంబర్ అంచుకు దగ్గరగా ఉండకూడదు, బోర్హోల్ యొక్క వ్యాసం మరియు లోతు యాంకర్ బోల్ట్ తయారీదారు యొక్క సాంకేతిక షరతుకు అనుగుణంగా ఉండాలి, రంధ్రం బూడిదను శుభ్రం చేయాలి.
2. ప్రతి భాగం యొక్క సంస్థాపనా స్థానం మరియు ఎత్తు ఖచ్చితంగా వైరింగ్ పొజిషనింగ్ మరియు డిజైన్ డ్రాయింగ్ల అవసరాలకు అనుగుణంగా కొనసాగాలి.అతి ముఖ్యమైనది ఏమిటంటే, లోడ్-బేరింగ్ స్టీల్ పుంజం యొక్క మధ్య రేఖ తప్పనిసరిగా కర్టెన్ గోడ యొక్క మధ్య రేఖకు అనుగుణంగా ఉండాలి మరియు దీర్ఘవృత్తాకార స్క్రూ రంధ్రం యొక్క కేంద్రం రూపొందించిన డెరిక్ బోల్ట్ యొక్క స్థానానికి అనుగుణంగా ఉండాలి.
3. అంతర్గత మెటల్ క్లిప్ సంస్థాపన మృదువైన మరియు నేరుగా ఉండాలి.వెల్డింగ్ ద్వారా ఏర్పడే విక్షేపాన్ని తనిఖీ చేయడానికి మరియు నిఠారుగా చేయడానికి సబ్సెక్షన్ పుల్-త్రూ లైన్ను ఉపయోగించడం అవసరం.బయటి మెటల్ కట్టు బిగింపు సీరియల్ నంబర్ ప్రకారం సమావేశమై ఉండాలి, మరియు నేరుగా అవసరం.అంతర్గత మరియు బాహ్య మెటల్ క్లిప్ల అంతరం ఏకరీతిగా ఉండాలి మరియు పరిమాణం డిజైన్ అవసరాలకు అనుగుణంగా ఉండాలి.పరిమాణం.
3.అండర్ఫ్రేమ్ మరియు సైడ్ ఫ్రేమ్ మౌంటు
వైరింగ్ పొజిషనింగ్ మరియు డిజైన్ ఎలివేషన్కు అనుగుణంగా నిర్మాణం, అన్ని ఉక్కు నిర్మాణం ఉపరితలం మరియు వెల్డ్ జాయింట్ బ్రష్ యాంటీ రస్ట్ పెయింట్.దిగువ అంచు లోపల మురికిని శుభ్రం చేయండి.ప్రతి గాజు ముక్క దిగువన కనీసం 2 నియోప్రేన్ ప్యాడ్లను ఉంచాలి మరియు పొడవు 100 మిమీ కంటే తక్కువ ఉండకూడదు.
4.గ్లాస్ ఇన్స్టాలేషన్
గ్లాస్ ట్రైనింగ్ మరియు ప్లేస్మెంట్ సైట్ నిర్మాణ ప్రక్రియతో ఖచ్చితమైన అనుగుణంగా నిర్వహించబడతాయి
5.సిలికాన్ సీలెంట్ ఇంజెక్షన్ మరియు క్లీనింగ్
వాతావరణ నిరోధక సిలికాన్ సీలెంట్ యొక్క నిర్మాణ మందం 3.5 ~ 4.5mm మధ్య ఉండాలి, చాలా సన్నని సీలెంట్ కీళ్ళు సీలింగ్ నాణ్యతకు మరియు వర్షాన్ని నిరోధించడానికి అననుకూలంగా ఉంటాయి.అదనంగా, గ్లూ ఇంజెక్షన్ 5℃ కంటే తక్కువ ఉష్ణోగ్రత వద్ద నిర్వహించరాదు, ఎందుకంటే ఉష్ణోగ్రత చాలా తక్కువగా ఉంటుంది, జిగురు ప్రవహిస్తుంది, క్యూరింగ్ సమయాన్ని ఆలస్యం చేస్తుంది మరియు తన్యత బలాన్ని కూడా ప్రభావితం చేస్తుంది.సిలికా జెల్ గాజును కలుషితం చేయకుండా నిరోధించడానికి ఉమ్మడి స్థానం వెంట అంటుకునే టేప్ను అతికించండి.వృత్తిపరమైన రబ్బరు ఇంజెక్షన్ నిర్మాణం.గ్లూ ఇంజెక్షన్ తర్వాత, గ్లూ గీరిన ప్రత్యేక ఉపకరణాలు ఉపయోగించండి, గ్లూ సీమ్ కొద్దిగా పుటాకార ఉపరితలం చేస్తుంది.గ్లూ ఇంజెక్షన్ భాగం యొక్క గాజు మరియు మెటల్ ఉపరితలం అసిటోన్ లేదా ప్రత్యేక డిటర్జెంట్తో తుడిచి వేయాలి, తడి గుడ్డ మరియు నీటిని ఉపయోగించవద్దు.
ప్యాకేజింగ్ & షిప్పింగ్




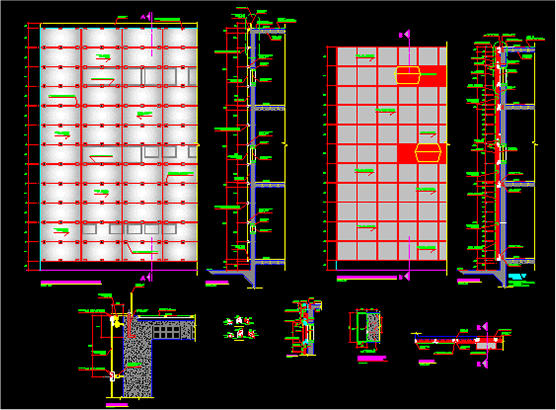
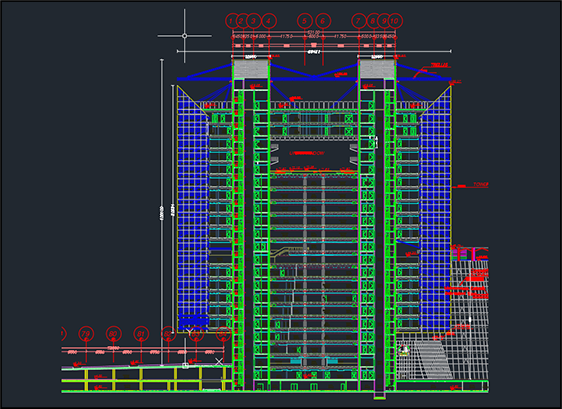
ఉచిత అనుకూలీకరించిన డిజైన్
మేము AutoCAD, PKPM, MTS, 3D3S, Tarch, Tekla Structures(Xsteel) మరియు మొదలైన వాటిని ఉపయోగించి ఖాతాదారుల కోసం సంక్లిష్టమైన పారిశ్రామిక భవనాలను రూపొందిస్తాము.
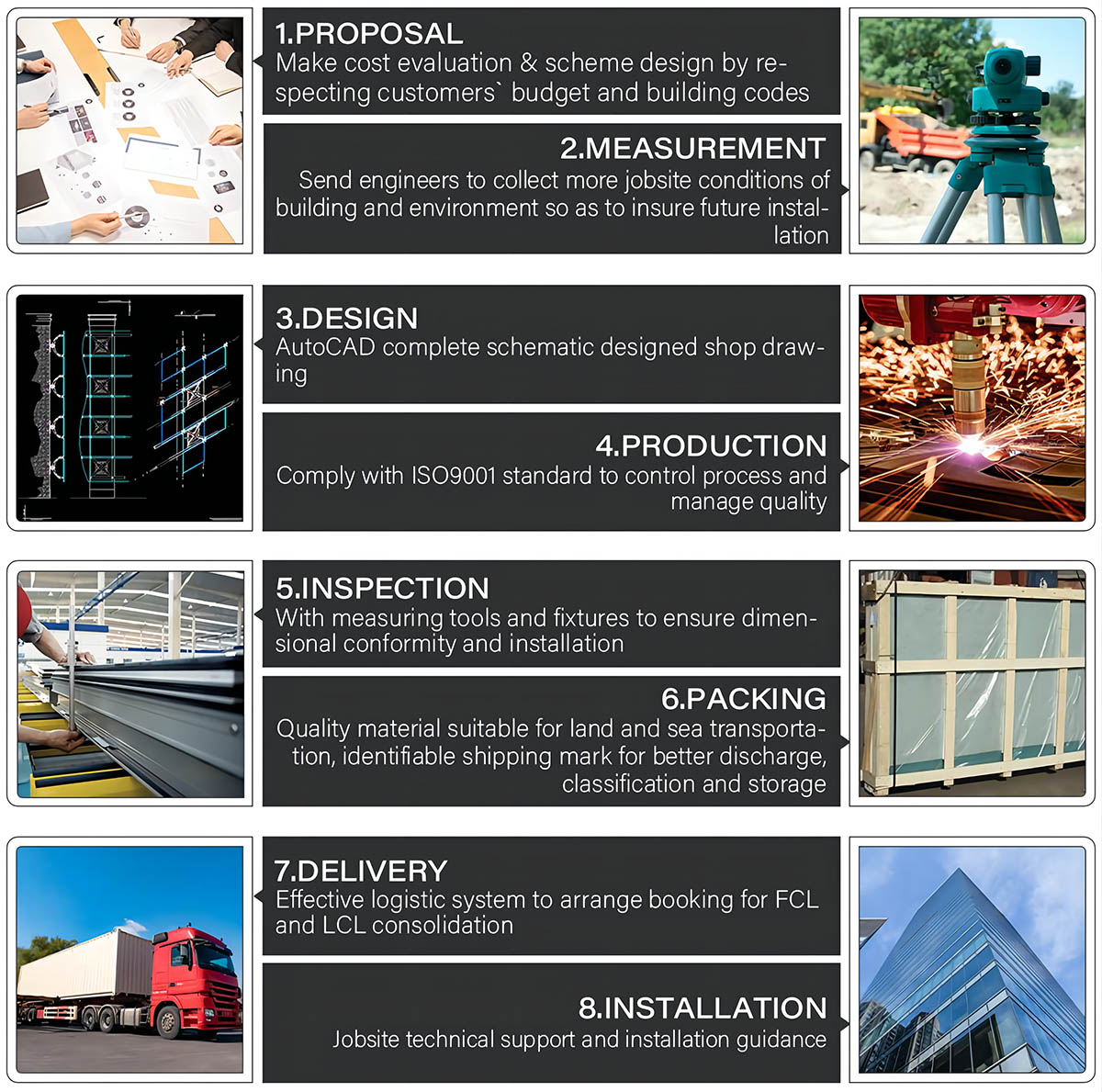
అనుకూలీకరణ ప్రక్రియ
ప్రొడక్షన్ వర్క్షాప్ అవలోకనం

ఐరన్ వర్క్షాప్

ముడి పదార్థం జోన్ 1

అల్యూమినియం మిశ్రమం వర్క్షాప్

ముడి పదార్థం జోన్ 2
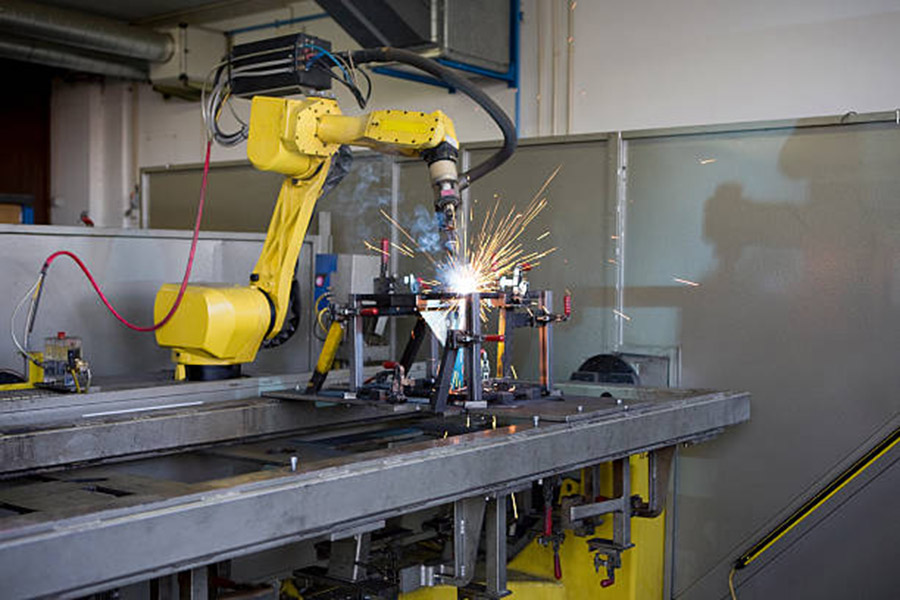
కొత్త కర్మాగారంలో రోబోటిక్ వెల్డింగ్ యంత్రం ఇన్స్టాల్ చేయబడింది.

ఆటోమేటిక్ స్ప్రేయింగ్ ఏరియా

బహుళ కట్టింగ్ యంత్రాలు
ధృవీకరణ అధికారం







ఎఫ్ ఎ క్యూ
1.మీ తయారీ సమయం ఎంత?
38-45 రోజులు డౌన్ పేమెంట్ అందుకున్న మరియు షాప్ డ్రాయింగ్ సంతకంపై ఆధారపడి ఉంటుంది
2. ఇతర సరఫరాదారుల నుండి మీ ఉత్పత్తులను ఏది భిన్నంగా చేస్తుంది?
ఖచ్చితమైన నాణ్యత నియంత్రణ మరియు చాలా పోటీ ధర అలాగే ప్రొఫెషనల్ అమ్మకాలు మరియు సంస్థాపన ఇంజనీరింగ్ సేవలు.
3. మీరు అందించిన నాణ్యత హామీ ఏమిటి మరియు మీరు నాణ్యతను ఎలా నియంత్రిస్తారు?
తయారీ ప్రక్రియ యొక్క అన్ని దశలలో ఉత్పత్తులను తనిఖీ చేయడానికి ఒక విధానాన్ని ఏర్పాటు చేసింది - ముడి పదార్థాలు, ప్రక్రియలో పదార్థాలు, ధృవీకరించబడిన లేదా పరీక్షించబడిన పదార్థాలు, పూర్తయిన వస్తువులు మొదలైనవి
4. ఖచ్చితమైన కొటేషన్ను ఎలా పొందాలి?
మీరు క్రింది ప్రాజెక్ట్ డేటాను అందించగలిగితే, మేము మీకు ఖచ్చితమైన కొటేషన్ను అందించగలము.
డిజైన్ కోడ్/ డిజైన్ స్టాండర్డ్
కాలమ్ స్థానం
గరిష్ట గాలి వేగం
భూకంప భారం
గరిష్ట మంచు వేగం
గరిష్ట వర్షపాతం
సహకార సంస్థ